Operations Technical and Quantitative Interview Questions: EOQ, OEE and Inventory Metrics
After practising 15 situational and case interview questions for operations roles, the next step is a quick quantitative interview drill: know the formula, compute cleanly, then add the operational interpretation or trade-off. These questions matter because operations interviews reward structured thinking, quantitative rigour, and practical awareness.
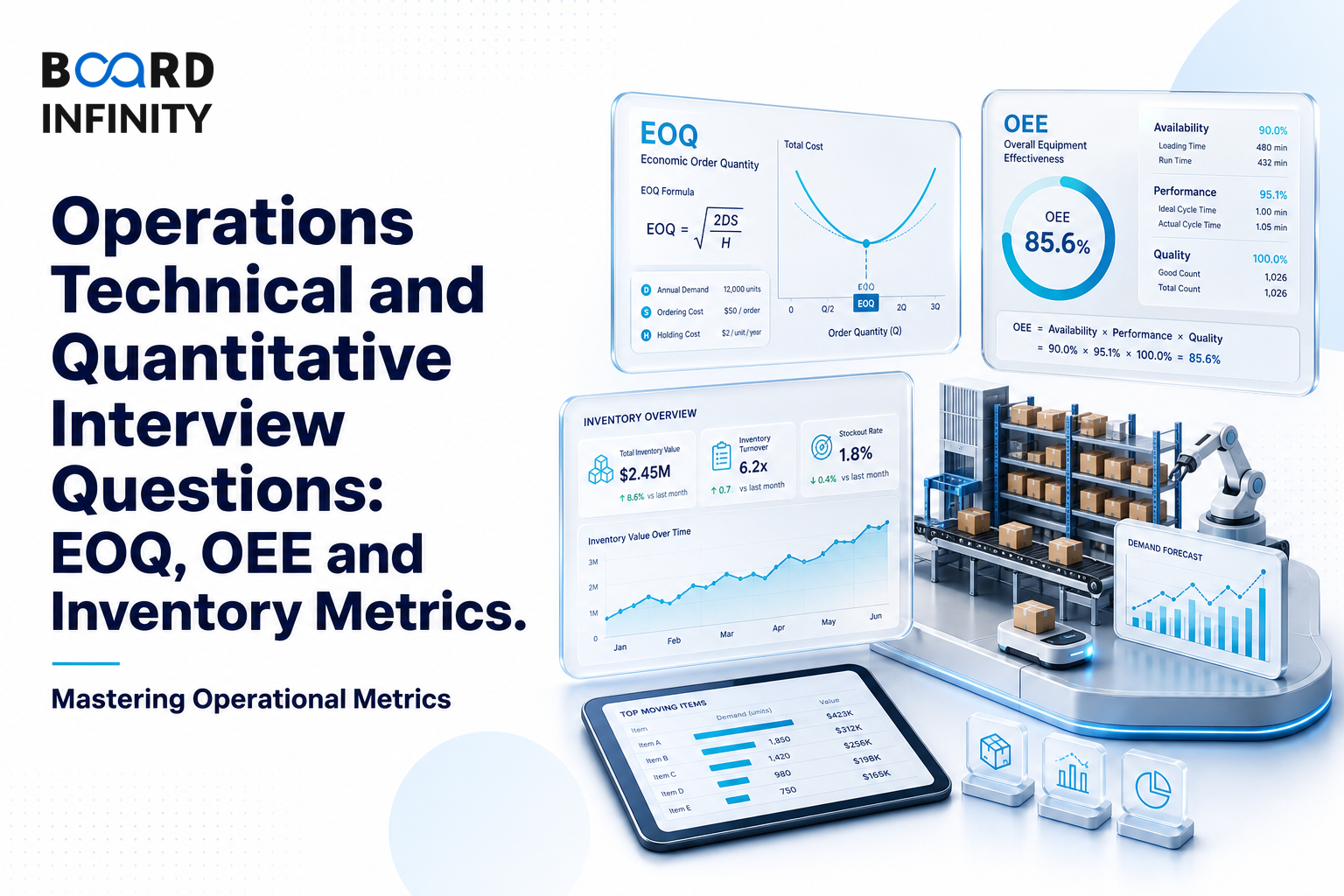
- EOQ = √(2DS / H), where D = Annual Demand, S = Ordering Cost per order, H = Holding Cost per unit per year.
- For Annual demand = 1,00,000 units, Ordering cost = ₹1,200/order, Holding cost = ₹20/unit/year, EOQ = 3,464 units, Orders/year = 29, and Total cost = ₹69,440/year.
- OEE = Availability × Performance × Quality. It measures how effectively a manufacturing operation utilises its equipment.
- For planned production time of 480 min, breakdown of 30 min, standard cycle time of 1 min/unit, total units of 400, and good units of 380, OEE = 79.2%.
- Safety Stock = Z × σd × √LT. Going from 95% to 99% service level increases safety stock by 41% - classic trade-off.
- Inventory Turns = COGS / Average Inventory and Days of Inventory = 365 / Inventory Turns. Higher turns and fewer days indicate better inventory efficiency.
- Line balancing must respect takt time and practical constraints: pure capacity may suggest 3 stations, but practical constraints may require 4 stations.
Technical and Quantitative Drill Map
Most operations quantitative answers follow the same pattern: state the formula, substitute the numbers, calculate cleanly, and interpret the result. The key is not only getting the number, but also explaining the operational implication.
For quantitative questions: always state assumptions, show formula, substitute numbers, sense-check the answer. A wrong answer with correct method often passes; correct answer with no method often fails.
EOQ Calculation
Economic Order Quantity, or EOQ, is calculated as EOQ = √(2DS / H), where D = Annual Demand, S = Ordering Cost per order, H = Holding Cost per unit per year. It is used to decide the order quantity that balances ordering cost and holding cost.
Calculate EOQ: Annual demand = 1,00,000 units, Ordering cost = ₹1,200/order, Holding cost = ₹20/unit/year.
EOQ = √(2 × 1,00,000 × 1,200 / 20) = √(2,40,000,000/20) = √(12,000,000) = 3,464 units.
Orders/year = 29.
Total cost = ordering (₹34,800) + holding (₹34,640) = ₹69,440/year.
OEE Calculation
OEE means Overall Equipment Effectiveness. OEE = Availability × Performance × Quality. It measures how effectively a manufacturing operation utilises its equipment.
A plant has planned production time of 480 min. Breakdown: 30 min. Standard cycle time: 1 min/unit. Total units: 400. Good units: 380. Calculate OEE.
Availability = (480-30)/480 = 93.75%.
Performance = (400×1)/450 = 88.9%.
Quality = 380/400 = 95%.
OEE = 0.9375 × 0.889 × 0.95 = 79.2%.
This is 'Good' but below world-class (85%). Biggest gap: Performance - investigate speed losses and small stops.
Safety Stock Calculation
Safety Stock = Z × σd × √LT. Z = service level factor, σd = daily demand std dev. Safety stock acts as a buffer against demand or supply variability.
Calculate safety stock: Service level = 95% (Z=1.65), daily demand std dev = 50 units, lead time = 9 days.
Safety Stock = Z × σd × √LT = 1.65 × 50 × √9 = 1.65 × 50 × 3 = 247.5 ≈ 248 units.
If service level increases to 99% (Z=2.33): SS = 2.33 × 50 × 3 = 349.5 ≈ 350 units.
Going from 95% to 99% service level increases safety stock by 41% - classic trade-off.
Inventory Efficiency Comparison
Inventory Turns = COGS / Average Inventory. Higher is better - indicates faster-moving stock. Days of Inventory, or DIO, = 365 / Inventory Turns. Lower is better - fewer days of stock on hand.
Company A: COGS = ₹500 Cr, Avg Inventory = ₹62.5 Cr. Company B: COGS = ₹300 Cr, Avg Inventory = ₹50 Cr. Compare inventory efficiency.
Company A is more inventory-efficient (higher turns, fewer days). But check industry: 8x is good for FMCG, average for auto.
Line Balancing and Takt Time
Line balancing compares total task time with takt time to estimate the minimum stations required. The calculation gives the theoretical minimum, but practical constraints and precedence can change the final answer.
Line balancing: 5 tasks (A:40s, B:35s, C:50s, D:30s, E:25s). Takt time: 60s. Minimum stations?
Total task time = 40+35+50+30+25 = 180s.
Min stations = 180/60 = 3 stations.
Assignment: Station 1: A+E (40+25=65s - exceeds 60, try A+D: 40+30=70 - also exceeds). Revised: St1: C (50s), St2: A (40s)+ check... Actually need to respect precedence.
With 3 stations: Efficiency = 180/(3×60) = 100%.
Likely need 4 stations for practical constraints: Efficiency = 180/(4×60) = 75%.
Conclusion
Technical and quantitative operations questions are best handled by showing the formula, substituting numbers cleanly, and then explaining the business implication. The final takeaway is simple: calculate like an analyst, but interpret like an operations manager.
The most frequent error is giving only the final number without the method. For quantitative questions, correct answer with no method often fails because it does not show assumptions, formula, substitution, or sense-checking.